Если вы уже нашли производство, лучшим вариантом будет проектирование детали под технологические возможности изготовителя. Если деталь проектируется без понимания, где именно она будет сделана, то придерживайтесь этого гайда.
В тексте используются следующие символы:
| Символ | Обозначение |
|---|---|
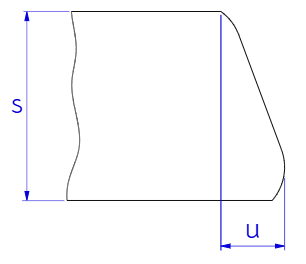
| s | толщина листа |
| u | допуск перпендикулярности или наклона |
| r | радиус скругления углов |
| a | расстояние между ближайшими кромками элементов |
| D | диаметр отверстия |
| b | ширина паза |
Габариты
Определитесь с наибольшими размерами детали. Иногда они могут превышать размеры рабочей зоны станка. Самые распространенные станки лазерной резки имеют рабочую зону 1500 × 3000 мм или 2000 × 4000 мм.
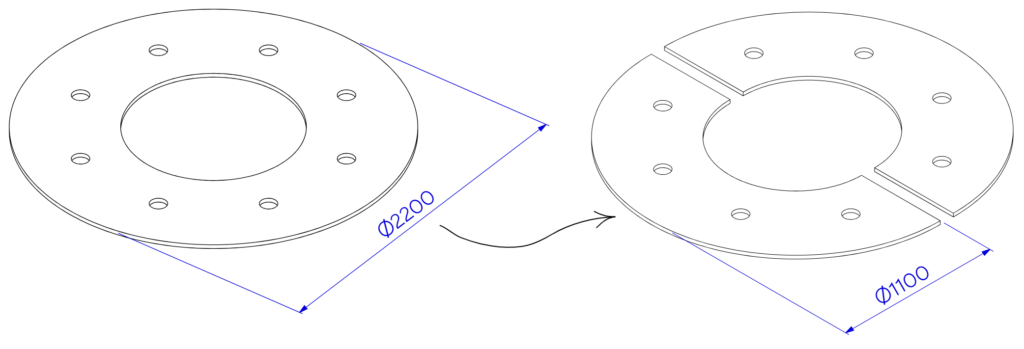
Если вы проектируете круглую деталь, например, с диаметром 2200 мм, то желательно разбить её на сегменты с последующей сваркой, если это позволяет прочность вашей конструкции. Столы шириной более 2000 мм существуют, но встречаются реже, чем цеха с небольшими станками и сваркой.
Толщина листа и её влияние на качество реза
На основании коммерческих предложений производств, специализирующихся на лазерной резке, можно выделить наиболее распространённые диапазоны толщин:
- Углеродистая сталь – 1…20 мм
- Оцинкованная сталь – 1…10 мм
- Нержавеющая сталь – 1…6 мм
- Цветные металлы (алюминий, медь, титан) – 1…5 мм
При превышении указанных диапазонов целесообразно рассматривать другие методы термической резки, например, плазменную или кислородную резку.
Из-за физических особенностей лазерной резки, чем больше толщина листа, тем больше шероховатость поверхности реза и отклонение от перпендикулярности или наклона (термин «отклонение наклона» используется для реза, сделанного под углом к плоскости листа).
Для листов s < 20 мм допуск перпендикулярности или наклона можно рассчитать по формуле из ГОСТ Р ИСО 9013-2022, ориентируясь на среднее качество реза низкоуглеродистых сталей (диапазон 2):
u = 0,15+0,007s
для листов s ≥ 20 мм (диапазон 3) по формуле:
u = 0,4+0,01s
Согласно ГОСТ Р 70117-2022 шероховатость поверхности реза может варьироваться от Ra2,5 до Ra10,0 мкм. В стандарте ГОСТ Р ИСО 9013-2022 используется другой параметр шероховатости – Rz5 (среднеарифметическое значение пяти высот элементов профиля, граничащих между собой). Формулы расчета значений Rz5 для определенной толщины листа можно найти в самом стандарте.
Припуск на механическую обработку
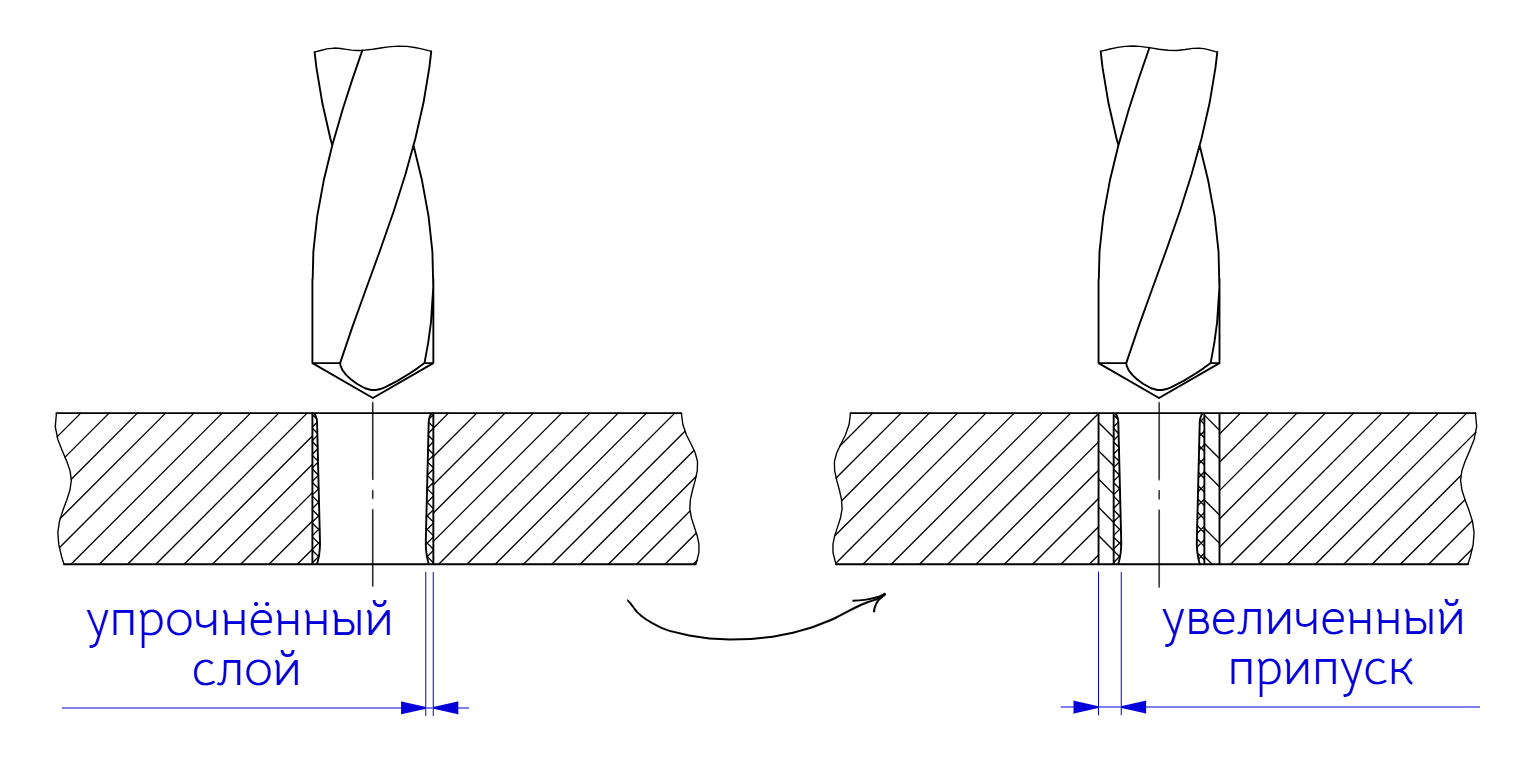
При проектировании детали под последующую механическую обработку нужно учитывать, что в процессе лазерной резки кромки листа упрочняются. Это может стать причиной выхода из строя режущего инструмента, например, свёрл и метчиков. Поэтому лучше выполнить сверление таких отверстий с нуля, а с помощью лазерного станка выполнить разметку гравировкой.
Если же от рассверливания никуда не уйти, следует оставить под обработку побольше материала, чтобы сверло не вышло из строя при снятии припуска с повышенной твёрдостью.
Симметричные предельные отклонения
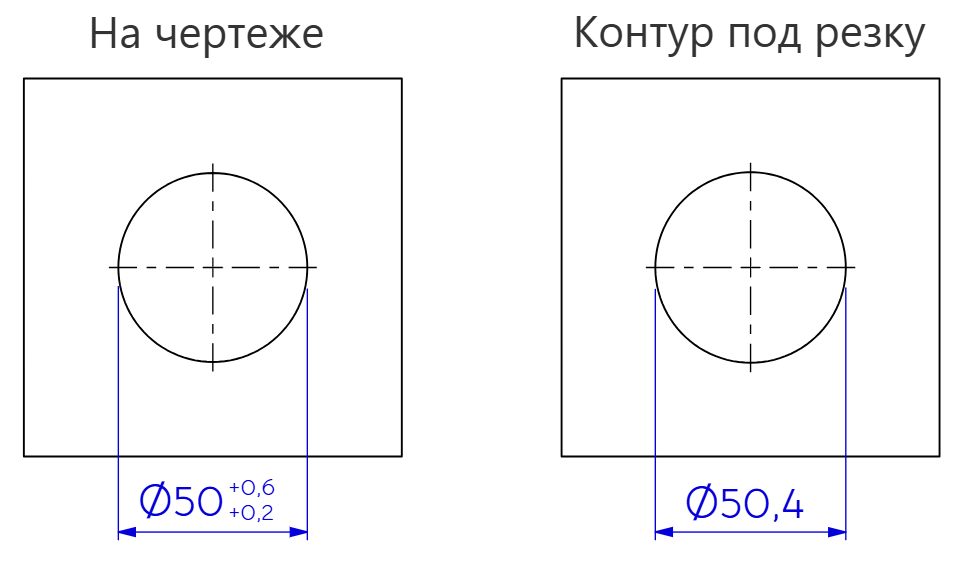
При подготовке векторного файла для непосредственной резки контуры детали должны иметь номинальные размеры в середине поля допуска. Например, если отверстие на чертеже имеет размер ø50+0,6 +0,2 мм, то контур должен быть с размером ø50,4 мм.
ГОСТ Р ИСО 9013-2022 также устанавливает предельные отклонения на размеры в зависимости от толщины листа.
Галтели и сокращение длины реза
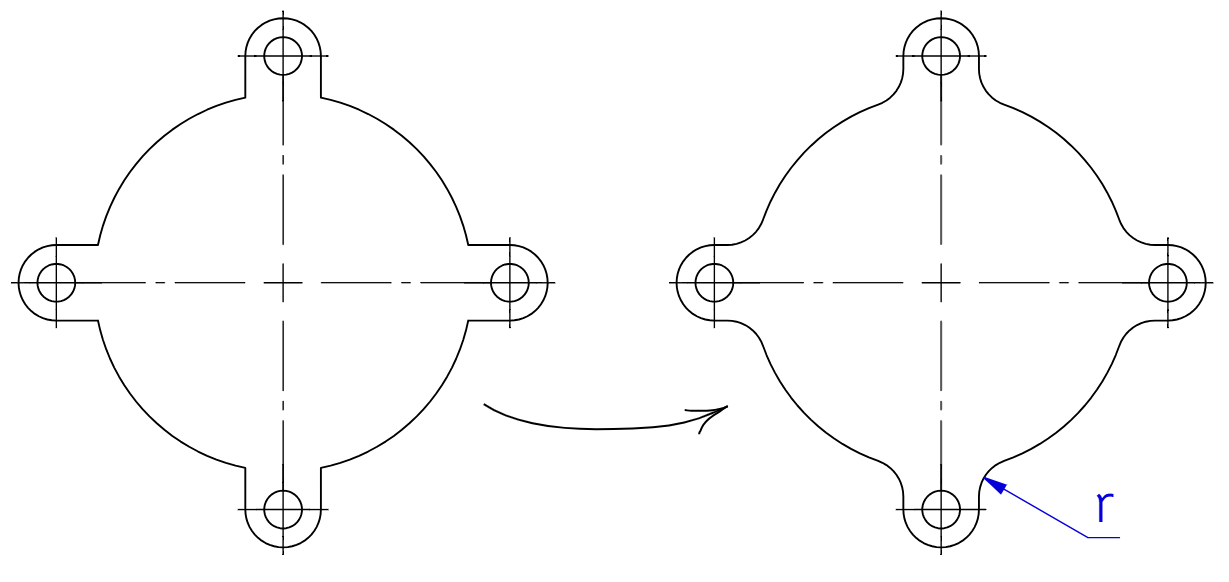
Острые углы приводят к почти незаметным, но всё же остановкам лазерной головы, что ведёт к локальному перегреву материала и его «выеданию». Хоть остановки и занимают доли секунды, при резке больших партий деталей они могут превратиться в минуты.
Иногда достаточно добавить минимальный радиус, например, 0,5 мм – угол останется визуально острым, а его проход лазером будет безостановочным.
Если позволяет конструкция, то выгодней всего значительно увеличивать радиусы скругления углов, тем самым сокращая общую длину резов, а с ней и время работы станка.
Размеры внутренних элементов
Минимальный размер отверстия в основном зависит от трёх факторов:
- толщина листа
- материал листа
- тип станка лазерной резки
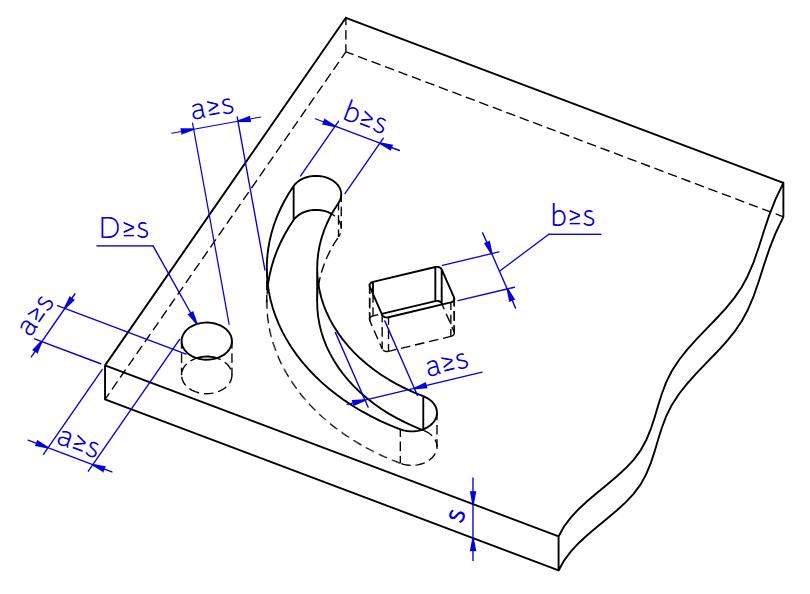
Золотое правило – D ≥ s, минимальный диаметр отверстия должен равняться толщине листа. Несмотря на то, что современные лазерные станки способны вырезать отверстия диаметром 0,5s, кромки таких узких элементов нестабильны в плане геометрии, поэтому их придётся дорабатывать механически (о проблемах таких доработок говорилось выше).
У разных производителей требования к минимальному расстоянию между ближайшими кромками отверстий и до края листа сильно разнятся, однако и эти значения можно привести к универсальному правилу: a ≥ s.
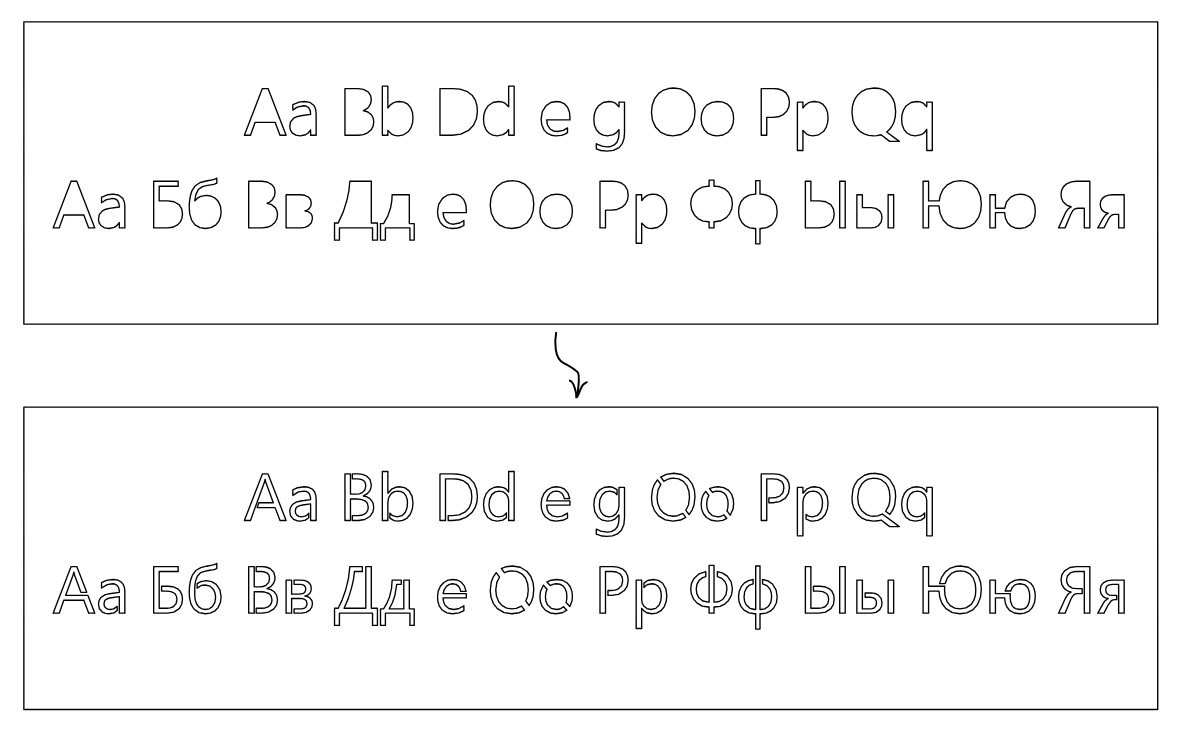
Перемычки для замкнутых контуров букв
Стоит помнить, что многие буквы, особенно в кириллице, имеют замкнутые контуры. Если не добавить перемычки, вырезанный материал просто выпадет из листа.
Источники:
- ГОСТ Р ИСО 70117-2022 – Шероховатость поверхности. Рекомендации по выбору
- ГОСТ Р ИСО 9013-2022 – Резка термическая. Классификация резов
- Fiber Laser Cutting Limits and Optimization – ADH Machine Tool
- How to design sheet metal parts for laser cutting – SendCutSend
- Особенности проектирования деталей и оформления чертежей для лазерной резки – youtube, канал «Я инженер»
В нашем каталоге вы сможете найти производства, выполняющие лазерную резку металла почти во всех регионах Казахстана. База компаний постоянно обновляется.