If you have already chosen a manufacturer, it is best to design the part to match the manufacturer’s capabilities. However, if the part is being designed without knowing where it will be produced, follow these guidelines.
The following symbols are used in the text:
| Symbol | Term |
|---|---|
| t | sheet thickness |
| u | perpendicularity or angularity tolerance |
| r | corner radius |
| a | distance between the nearest edges of features |
| D | hole diameter |
| b | slot width |
Overall Dimensions
Determine the maximum dimensions of the part. In some cases, they may exceed the working area of the machine. The most common laser cutting machines have working areas of 1500 × 3000 mm or 2000 × 4000 mm.
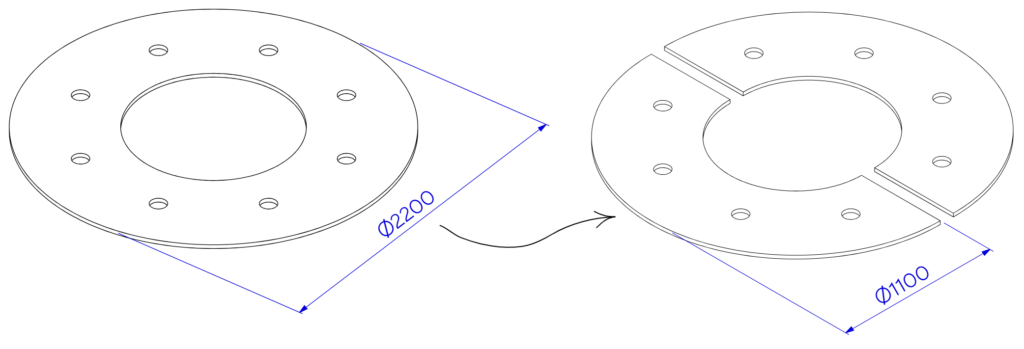
If you are designing a round part, for example, with a diameter of 2200 mm, it is advisable to divide it into segments with subsequent welding, provided the structural strength allows it. Machines with a working area larger than 2000 mm do exist; however, they are less common than workshops equipped with smaller machines and welding.
Sheet Thickness and Its Influence on Cut Quality
Based on an analysis of commercial quotations from fabrication shops specializing in laser cutting, the most common thickness ranges can be identified as follows:
- Carbon steel: 1–20 mm
- Galvanized steel: 1–10 mm
- Stainless steel: 1–6 mm
- Non-ferrous metals (aluminum, copper, titanium): 1–5 mm
When the specified ranges are exceeded, it is advisable to consider alternative thermal cutting methods, such as plasma cutting or oxy-fuel cutting.
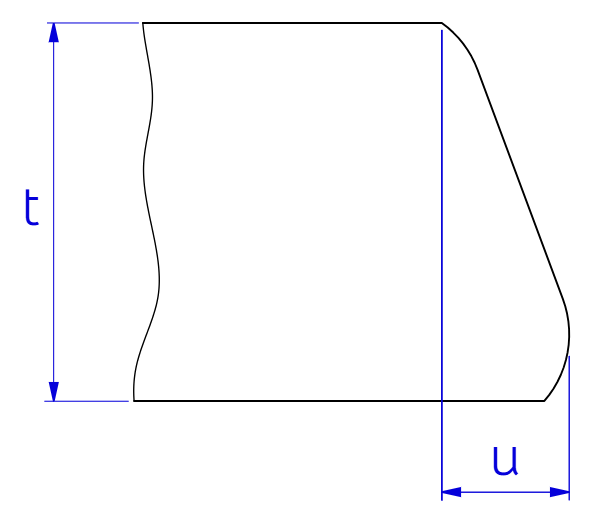
Due to the physics of laser cutting, the greater the sheet thickness, the higher the surface roughness of the cut and the greater the deviation from perpendicularity or angularity (the term «angular deviation» is used when the cut is made at an angle to the sheet plane).
For sheets with t < 20 mm, the perpendicularity or angularity tolerance can be calculated using the formula specified in ISO 9013, based on the typical cut quality for mild steel (grade 2):
u = 0,15+0,007t
For thicker sheets, that is, for t ≥ 20 mm (grade 3):
u = 0,4+0,01t
According to GOST R 70117-2022, the cut surface roughness may vary from Ra2.5 to Ra10.0 μm. In contrast, the ISO 9013 standard uses a different roughness parameter – Rz5 (the arithmetic mean of the single profile elements of five bordering single measured distances). The formulas for calculating Rz5 values for a specific sheet thickness can be found in the standard itself.
Machining Allowance
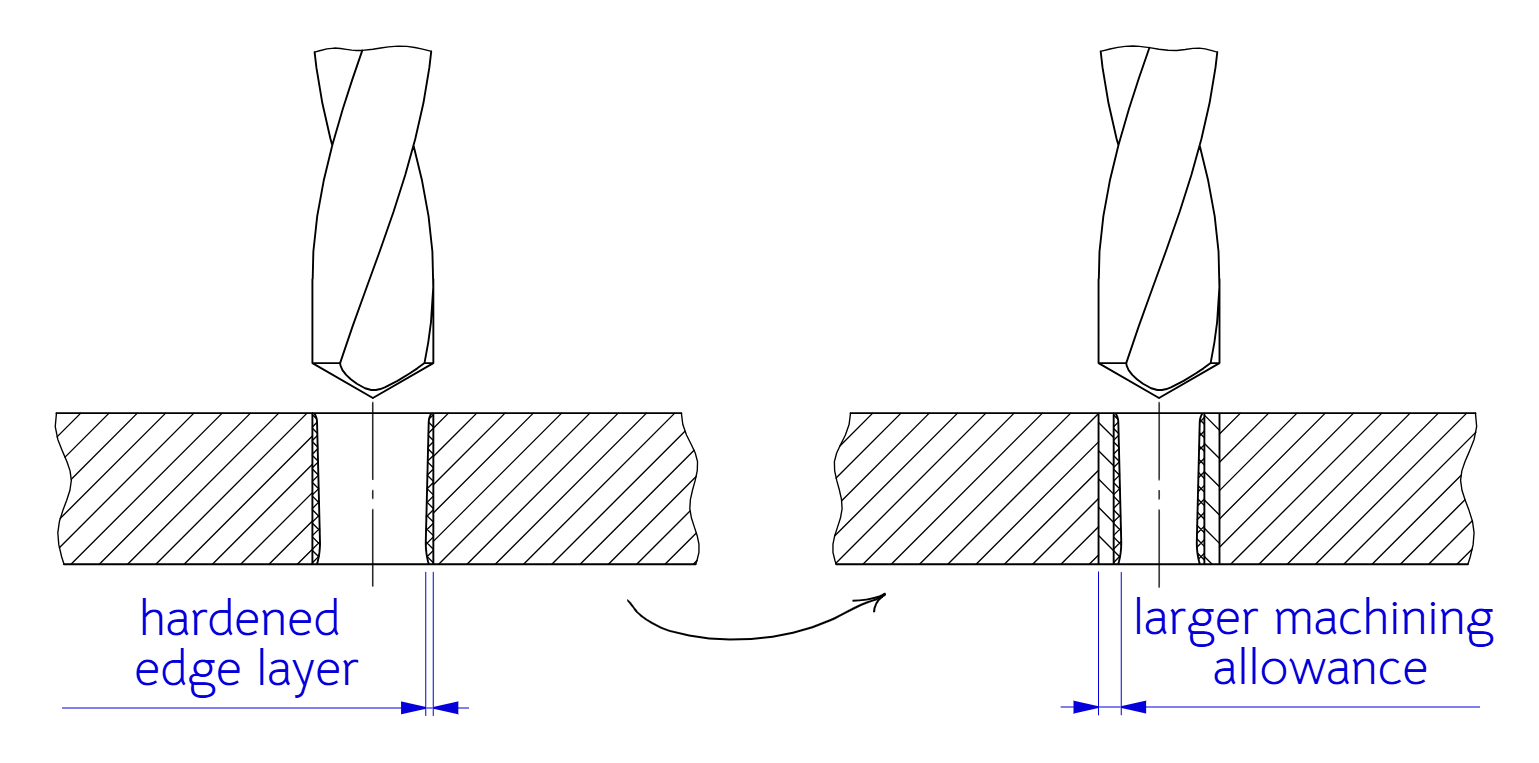
When designing a part intended for subsequent machining, it is important to consider that laser cutting hardens the sheet edges. As a result, this may cause cutting tools such as drills and taps to fail prematurely. Therefore, it is preferable to drill such holes in solid material and use the laser machine only for marking (engraving). If enlarging the hole thereafter cannot be avoided, leave a larger machining allowance so that the cutting tool does not fail while removing the hardened edge layer.
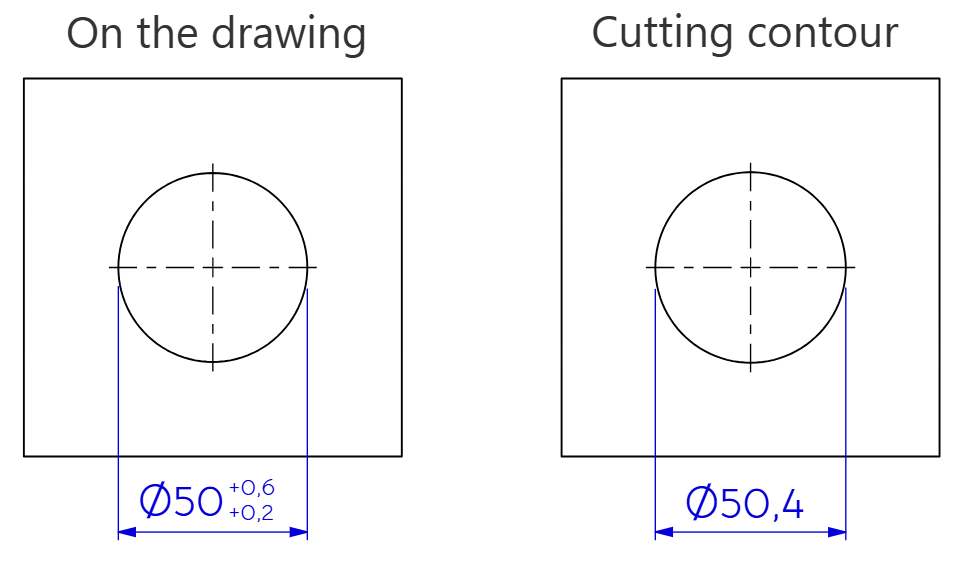
Symmetrical Dimensional Tolerances
When preparing a vector file for direct cutting, part contours should have nominal dimensions located at the middle of the tolerance zone. For example, if a hole on the drawing has a dimension of ø50+0,6 +0,2 mm, the contour should be designed with a diameter of ø50,4 mm.
ISO 9013 also defines dimensional tolerances depending on sheet thickness.
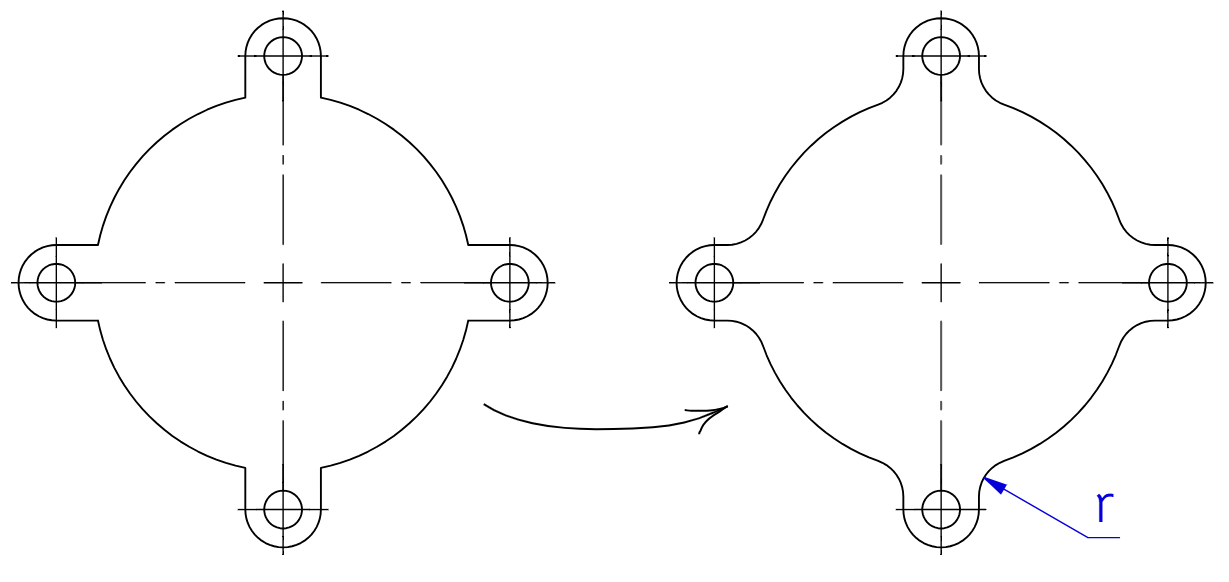
Fillets and Reduction of Cutting Length
Sharp corners cause almost imperceptible stops of the laser head, leading to local overheating and material overburning. Although such stops last fractions of a second, when cutting large batches of parts they may accumulate into minutes of machine time.
In practice, adding a minimal radius, for example 0.5 mm, is sufficient – the corner will remain visually sharp, while the laser will pass without stopping.
If the design allows, significantly increasing corner radii is even more beneficial, as it reduces the total cutting length and, consequently, machine operating time.
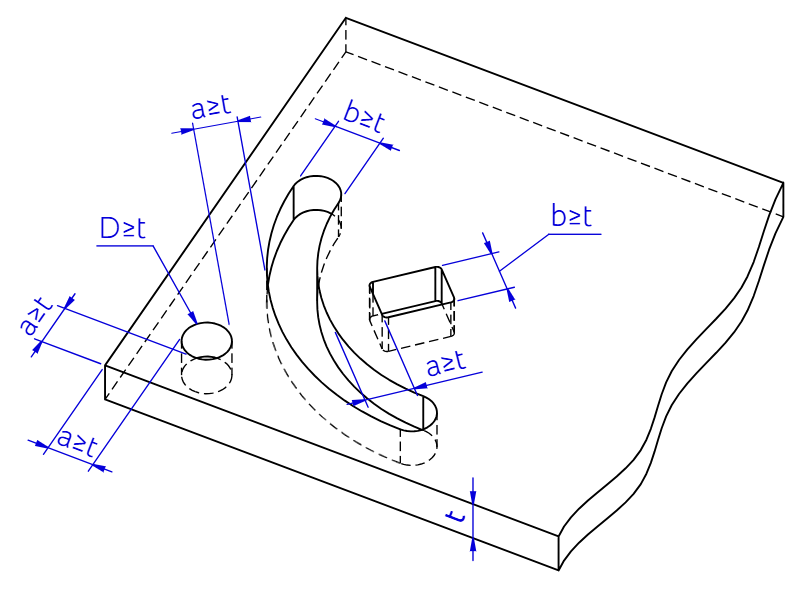
Size of Internal Features
The minimum hole size mainly depends on three factors:
- sheet thickness
- sheet material
- type of laser cutting machine
A good rule of thumb is D ≥ t – the minimum hole diameter should be equal to the sheet thickness. Although modern laser machines are capable of cutting holes with a diameter of 0.5t, the edges of such narrow features are geometrically unstable and will likely require additional machining (the problems of such post-processing were discussed above).
Requirements for the minimum distance between the nearest edges of holes and to the sheet edge vary significantly between manufacturers. However, these values can also be generalized into a universal rule: a ≥ t.
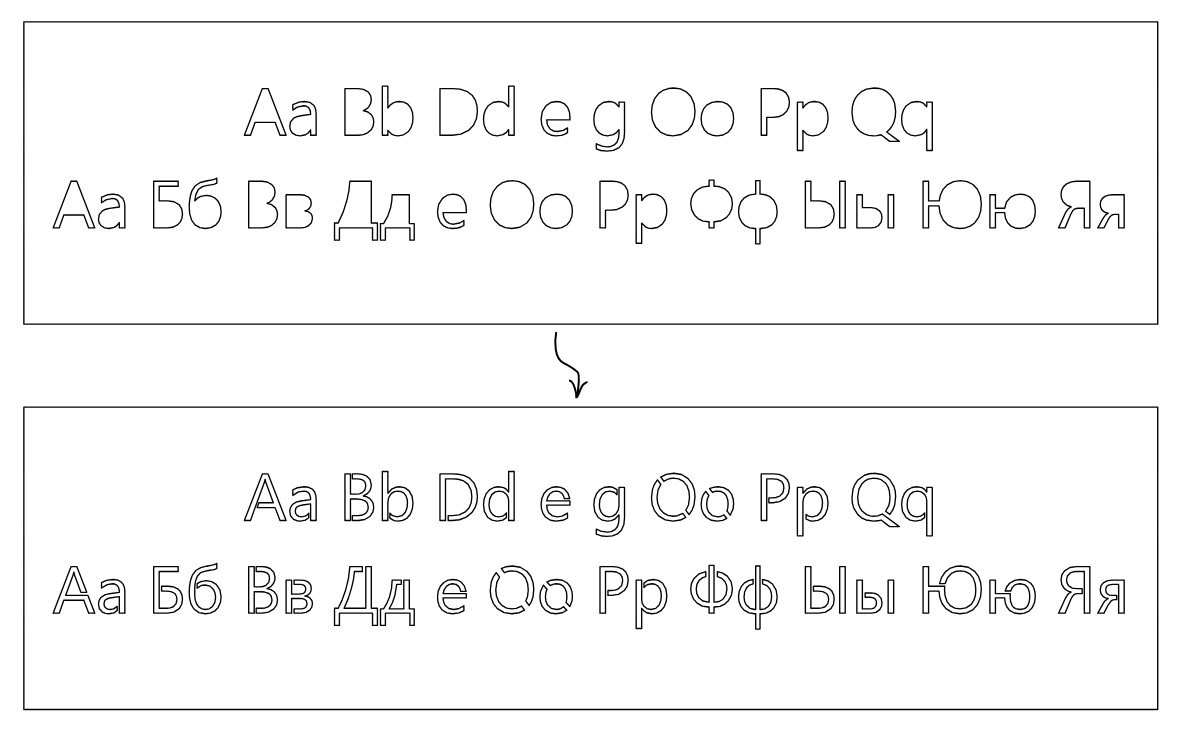
Bridges for Closed Letter Contours
Keep in mind that many letters, especially in Cyrillic, contain closed contours. If no bridges are provided, the cut-out material will simply fall out of the sheet.
References:
- GOST R ISO 70117-2022 – Surface roughness. Selection recommendations
- ISO 9013 – Thermal cutting. Classification of thermal cuts
- Fiber Laser Cutting Limits and Optimization – ADH Machine Tool
- How to design sheet metal parts for laser cutting – SendCutSend
- Особенности проектирования деталей и оформления чертежей для лазерной резки – youtube channel «Я инженер»
In our catalog, you can find manufacturers performing laser metal cutting in almost all regions of Kazakhstan. The company database is continuously updated.