Если вы уже нашли производство, лучшим вариантом будет проектирование детали под технологические возможности изготовителя. Если деталь проектируется без понимания, где именно она будет сделана, то придерживайтесь этого гайда.
Деталь, вышедшая из-под плазмы, немного отличается от детали из-под лазера, поэтому стоит поговорить об особенностях проектирования листового металла для плазменной резки.
В тексте используются следующие символы:
| Символ | Обозначение |
|---|---|
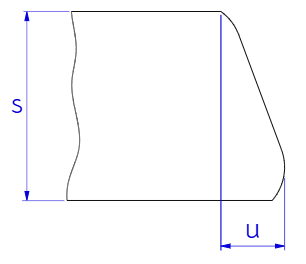
| s | толщина листа |
| u | допуск перпендикулярности или наклона |
| r | радиус скругления углов |
| a | расстояние между ближайшими кромками элементов |
| D | диаметр отверстия |
| b | ширина паза |
Габариты
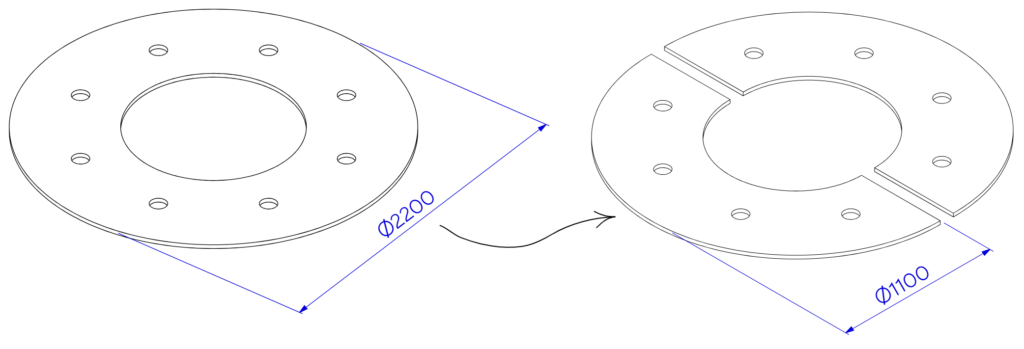
Определитесь с наибольшими размерами детали. Иногда они могут превышать размеры рабочей зоны станка. Самые распространенные станки плазменной резки имеют рабочую зону 1500 × 3000 мм или 2000 × 4000 мм.
Если вы проектируете круглую деталь, например, с диаметром 2200 мм, то желательно разбить её на сегменты с последующей сваркой, если это позволяет прочность вашей конструкции. Столы шириной более 2000 мм существуют, но встречаются реже, чем цеха с небольшими станками и сваркой.
Толщина листа и её влияние на качество реза
Из-за физических особенностей плазменной резки, чем больше толщина листа, тем больше шероховатость поверхности реза и отклонение от перпендикулярности или наклона (термин «отклонение наклона» используется для реза, сделанного под углом к плоскости листа).
В отличие от лазерной резки, при плазменной допуск перпендикулярности или наклона рассчитывается для любой толщины листа по единой формуле из ГОСТ Р ИСО 9013-2022,
ориентируясь на среднее качество реза низкоуглеродистых сталей (диапазон 5):
u = 1,2+0,035s
Если обратиться к старому стандарту ГОСТ 14792-80, можно увидеть, что для плазменной резки предусматривалось три класса точности, которые были связаны с классами точности оборудования советского производства. Следовательно, сейчас ориентироваться на этот стандарт не имеет смысла.
Что касается шероховатости, то согласно ГОСТ Р ИСО 9013-2022 используется параметр шероховатости – Rz5 (среднеарифметическое значение пяти высот элементов профиля, граничащих между собой). Формулы расчета значений Rz5 для определенной толщины листа можно найти в самом стандарте.
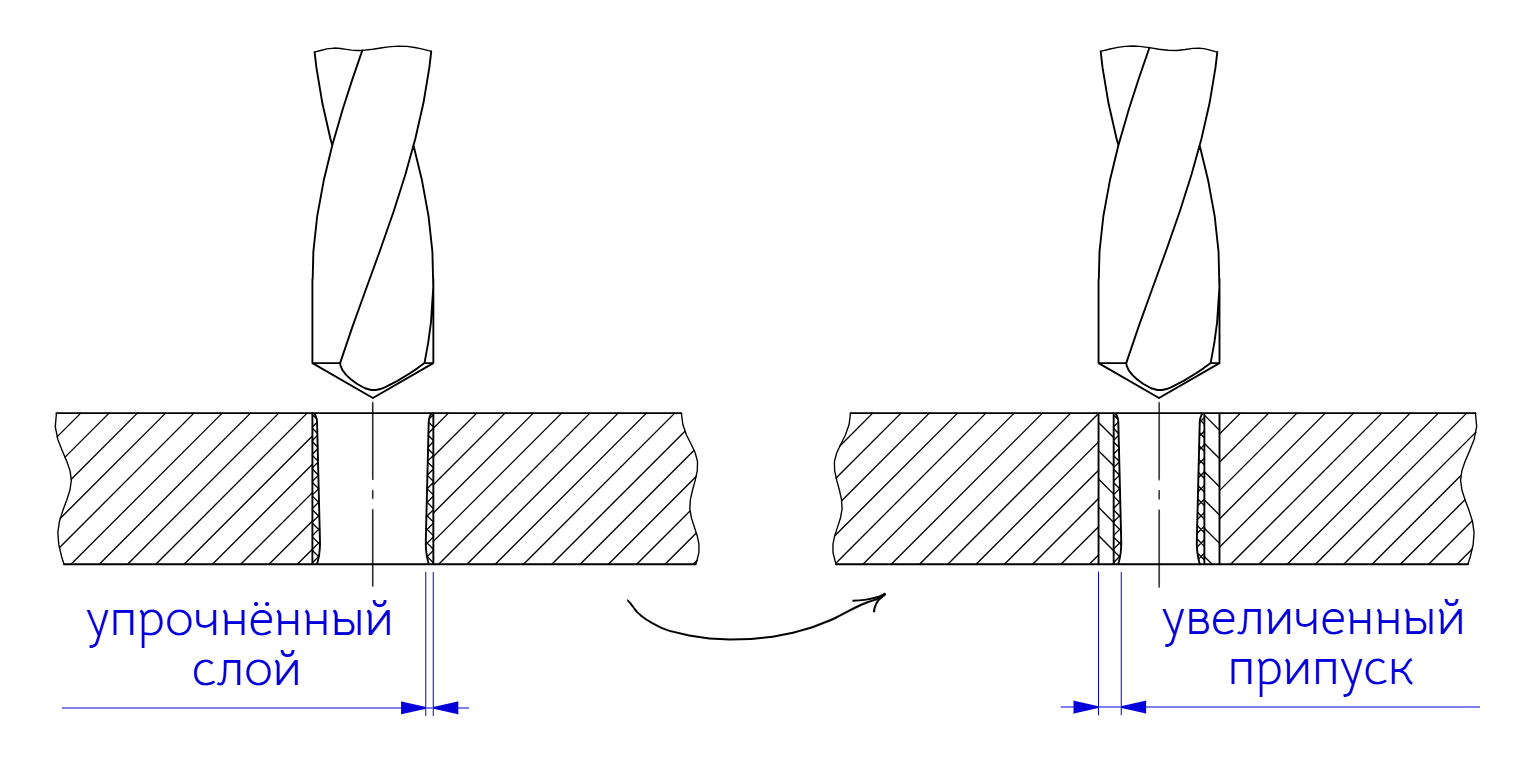
Припуск на механическую обработку
При проектировании детали под последующую механическую обработку нужно учитывать, что в процессе плазменной резки кромки листа упрочняются. Это может стать причиной выхода из строя режущего инструмента, например, свёрл и фрез.
Следует оставлять под обработку побольше материала, чтобы режущий инструмент не вышел из строя при снятии припуска с повышенной твёрдостью.
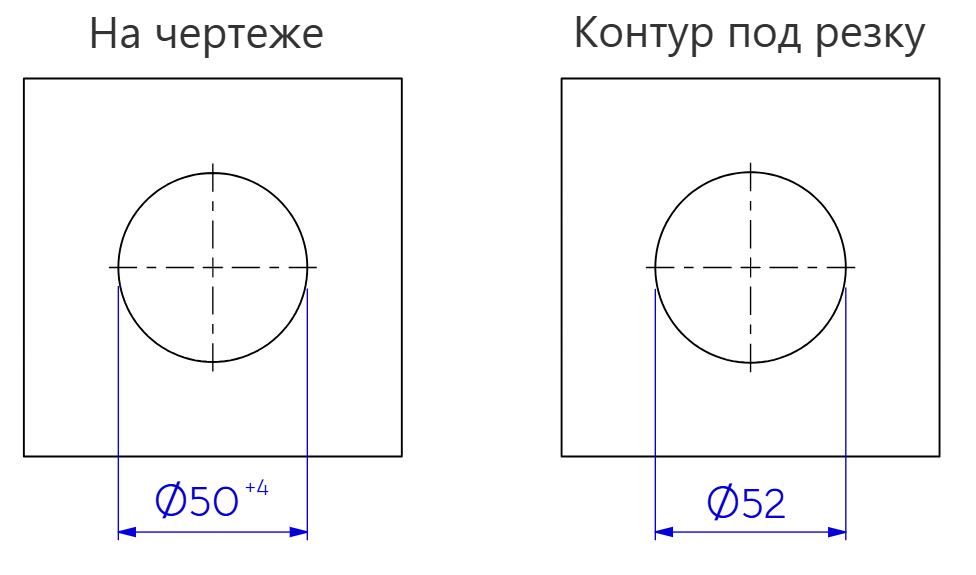
Симметричные предельные отклонения
При подготовке векторного файла для непосредственной резки контуры детали должны иметь номинальные размеры в середине поля допуска. Например, если отверстие на чертеже имеет размер ø50+4 мм, то контур должен быть с размером ø52 мм.
ГОСТ Р ИСО 9013-2022 также устанавливает предельные отклонения на размеры в зависимости от толщины листа.
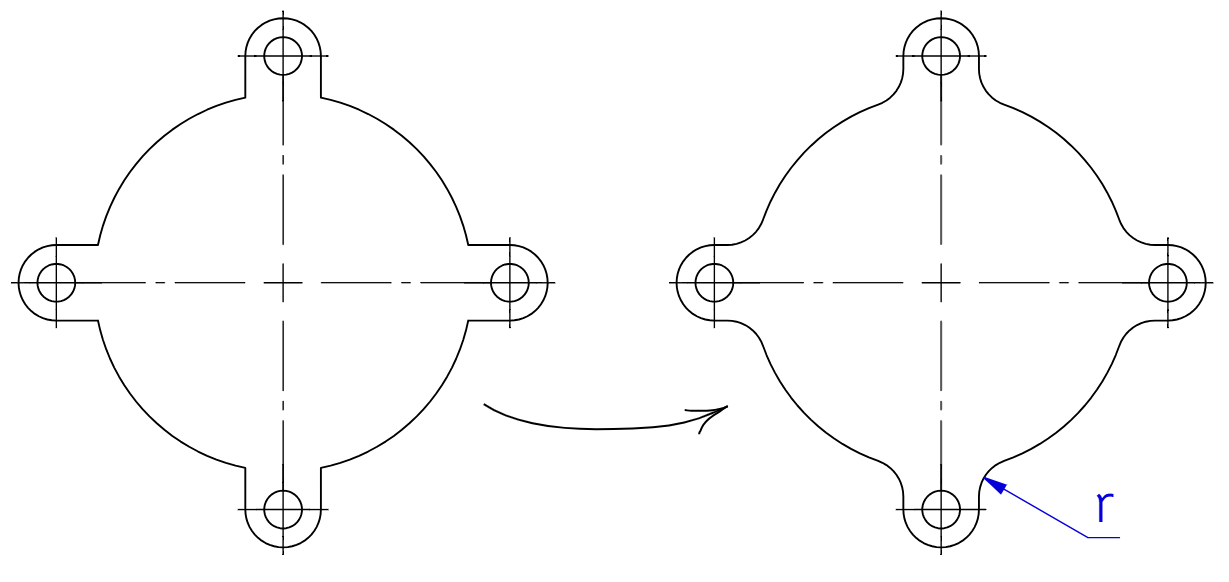
Галтели и сокращение длины реза
Острые углы приводят к почти незаметным, но всё же остановкам резака, что ведёт к локальному перегреву материала и его «выеданию». Хоть остановки и занимают доли секунды, при резке больших партий деталей они могут превратиться в минуты.
Радиусы вместо острых углов не только исключают остановки резака, но и сокращают общую длину резов, а с ней и время работы станка.
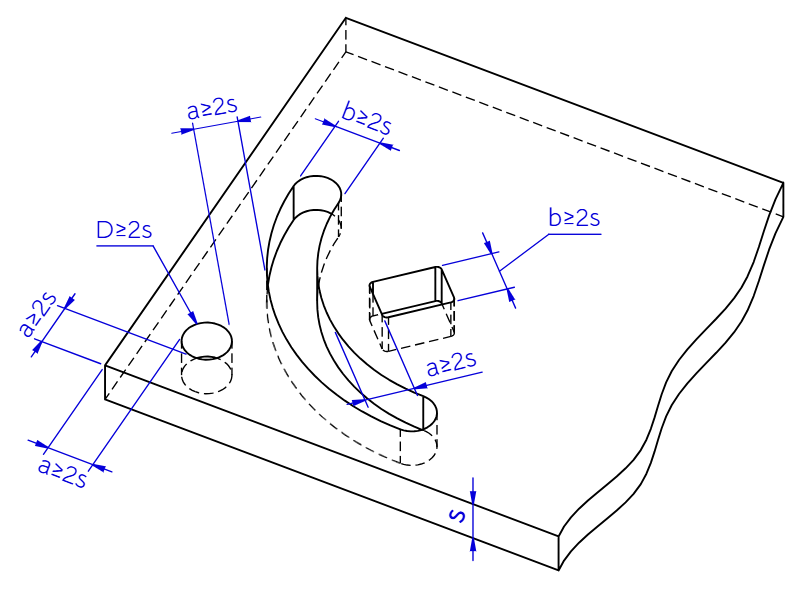
Размеры внутренних элементов
Минимальный размер отверстия в основном зависит от трёх факторов:
- толщина листа
- материал листа
- возможностей станка плазменной резки
Универсальное правило для плазменной резки – D ≥ 2s, диаметр отверстия должен быть как минимум в два раза больше толщины листа.
Такое же правило можно применить и к минимальному расстоянию между ближайшими кромками отверстий и до края листа: a ≥ 2s.
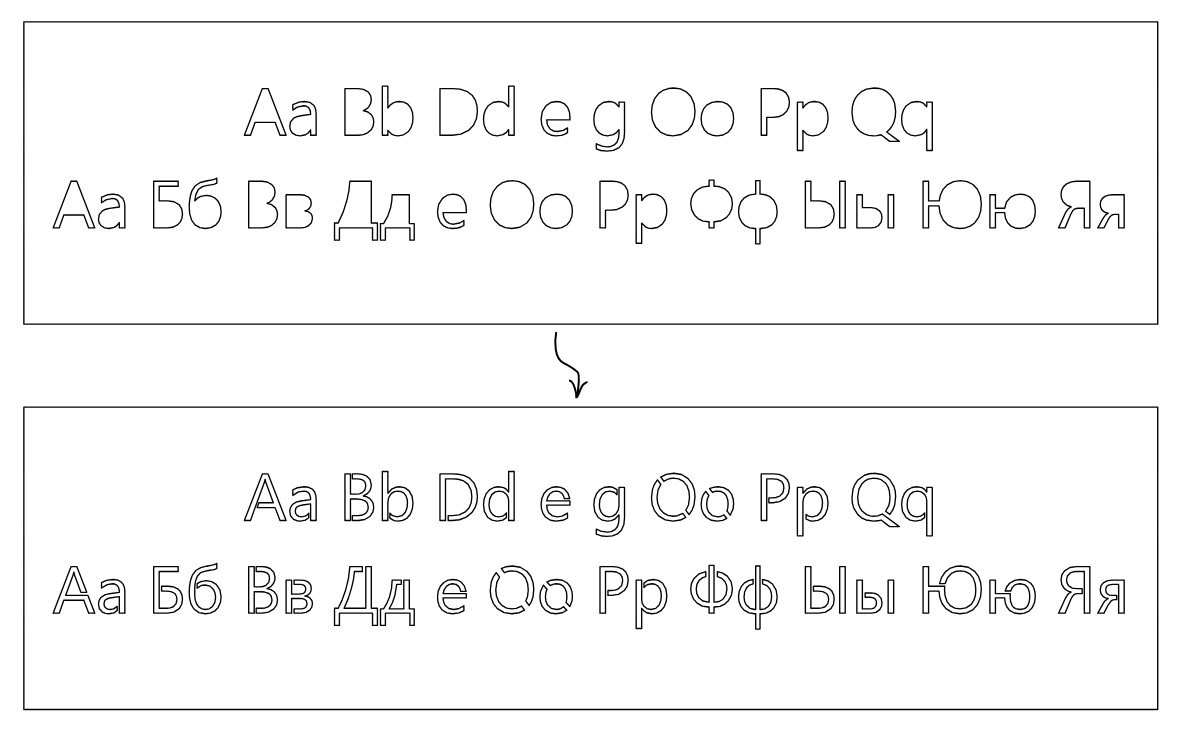
Перемычки для замкнутых контуров букв
Стоит помнить, что многие буквы, особенно в кириллице, имеют замкнутые контуры. Если не добавить перемычки, вырезанный материал просто выпадет из листа.
Источники:
- ГОСТ Р ИСО 9013-2022 – Резка термическая. Классификация резов
- ГОСТ 14792-80 – Детали и заготовки, вырезаемые кислородной и плазменно-дуговой резкой. Точность, качество поверхности реза
- Hole tolerances – Swift-Cut
В нашем каталоге вы сможете найти производства, выполняющие плазменную резку металла почти во всех регионах Казахстана. Используйте фильтры для точного поиска компании.